

Titanium pipes production monitoring
Project description
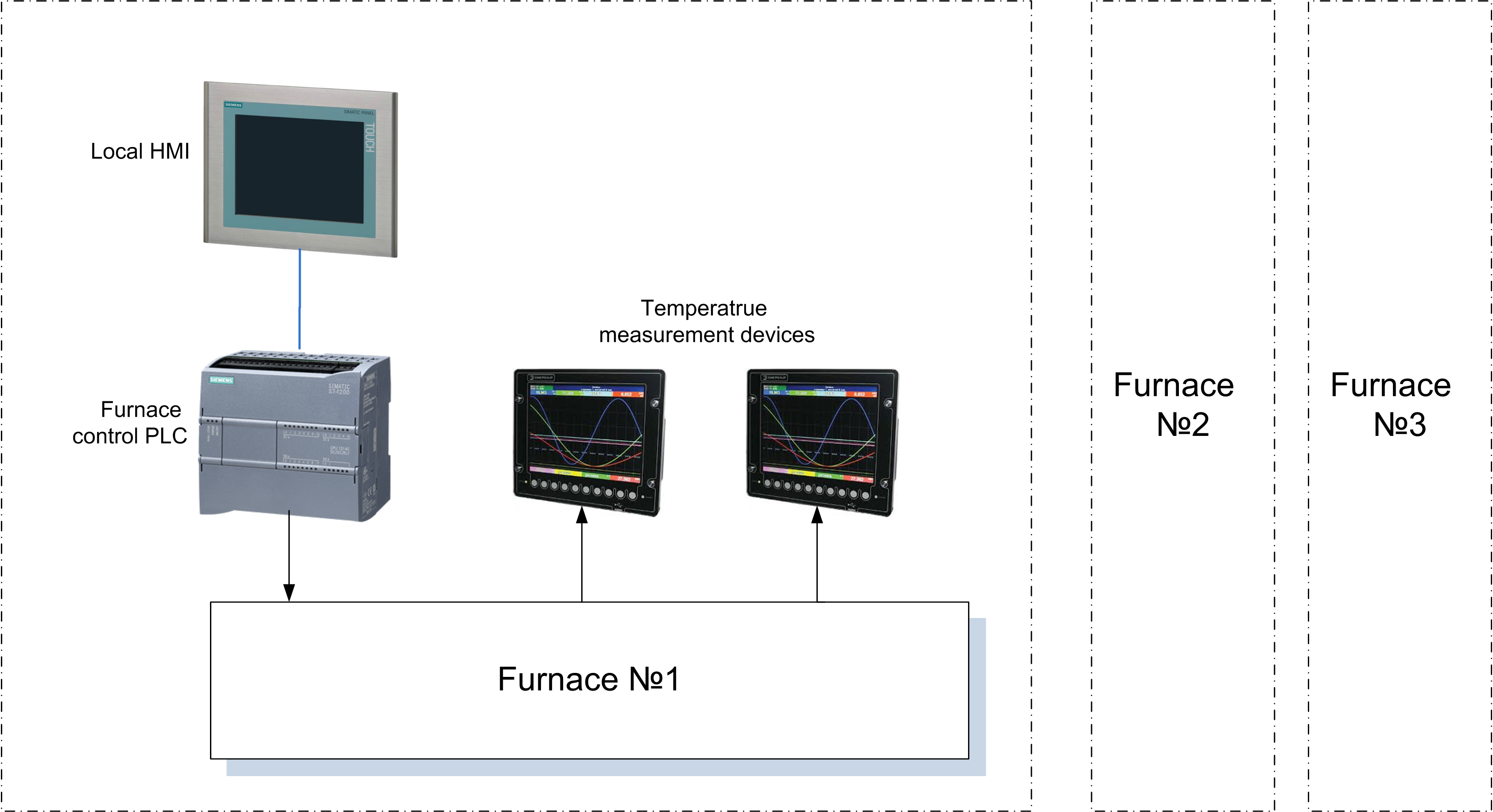
A large metallurgical plant turned to the system integrator, DDS’ partner, for the development and installation of the multi-zone furnace monitoring system. This multi-zone furnace is used for relieving mechanical stress in titanium pipes .
These pipes are used in aircraft industry (parts of the plane fuel system), so they must satisfy very strict requirements on quality – each one should have an industry set certificate, with detailed report on how the pipe passed the furnace. The system has redundant temperature sensors and temperature measurement instrumentation included in state registry of measuring devices.
The control system for furnace was built on the Siemens Simatic S7-300/1200 PLC and the temperature registration was implemented with multi-channel “Elmetro” instruments which has state registry mark.
Project planning before choosing WebHMI
The tasks faced by the developers
The original task in the project was only reporting temperature gradients in the furnace, however after getting acquainted with WebHMI capabilities, the developers realized they would able to implement also supervisory control for the whole furnace unit, which is “best fit” application for the WebHMI integration controller.
- Tough budget and terms. The deployment of a workstation for the furnace remote control, involving industrial PC for harsh environment, licenses for SCADA system, industrial communication equipment (wireless)- would “consume” almost all budget, leaving nothing development, programming and commissioning for the integrator.
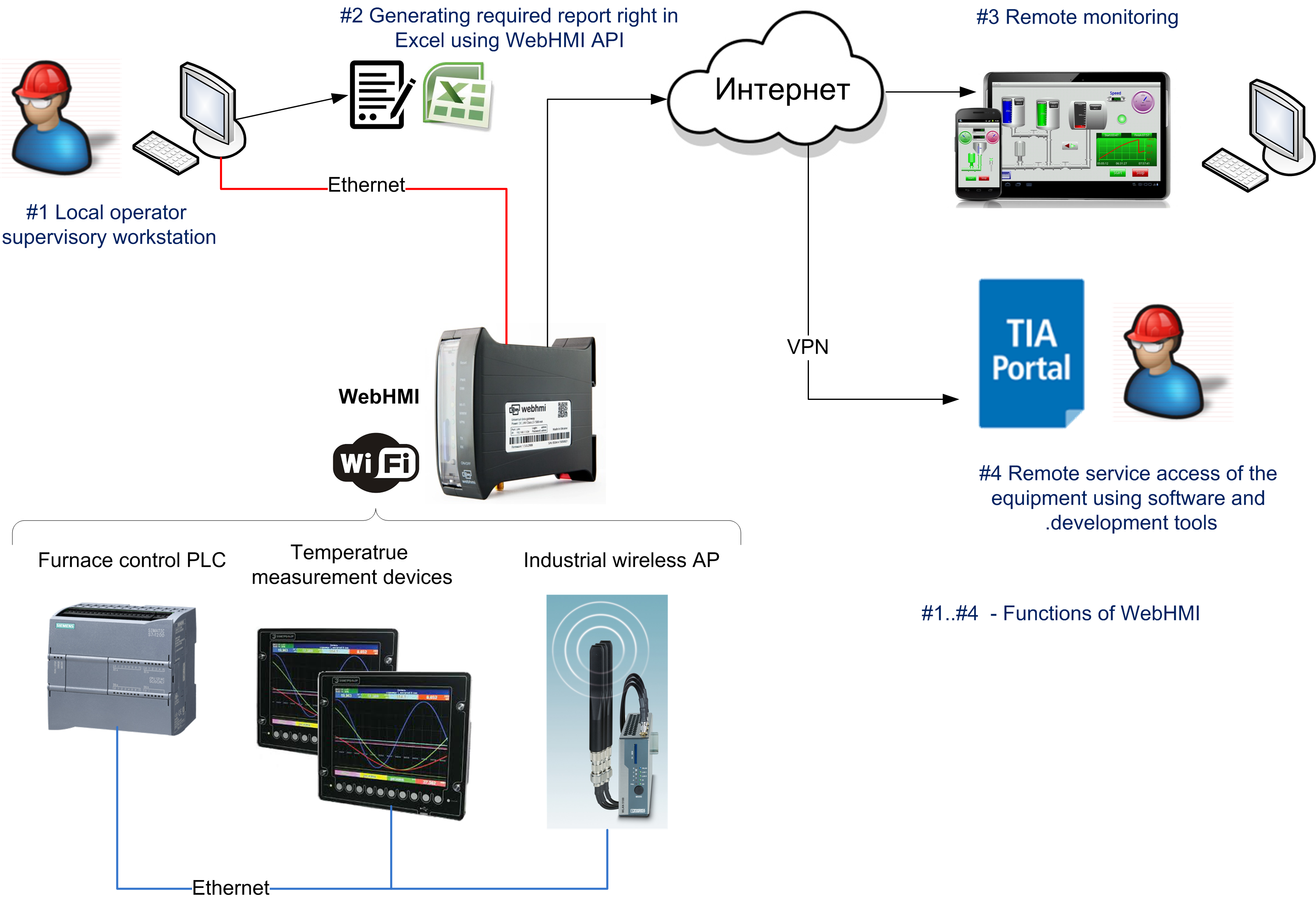
the development schedule were also tough. - Wireless connectivity – is was very complicated to put new cables in the manufacturing environment, so WiFi was chosen as a network basis.
- The report template (how the detail passed the temperature zones in the furnace) was set by enterprise QA and it was Excel file to be filled with data right after detail went out of the furnace.
- The data for the report were sourced from different systems – e.g. temperatures from temperature instruments, while others from PLC.
- Remote service access – the very long distance to the plant made trips for commissioning very expensive for the integrator.
Project setup with WebHMI
WebHMI successfully combines features of SCADA system – data logging (the project demand was 5 year data storage term), reporting in defined format due direct data export to Excel with API, visualizing for operator control, graphs and trends, scripting language, and in the same time – ready integration platform with 3G, VPN with simple remote service access implementation (not only to the WebHMI project, but to the field devices like PLC, VFD, process instruments connected to WebHMI).
These capabilities made WebHMI most effective solution for the customer’s projects.
Following first successful application was an undisputed decision to use WebhMI for the rest furnaces on the plant.
Accompanying positive advantages
Not only WebhHMI leveraged effective implementation of local supervisory control and reporting (with tough schedule and budget for this kind of project ) , but also made available remote service access to both integrator and end customer , that allowed to reduce expenses on maintenance , to better plan their resources and make reaction time on alerts much faster . .