

Monitoring system for freezer
Project description
A large food plant producing bakery product (export company), had demand for the freezer monitoring system. This system intended to be a part of the complex product tracking system along the production line.
The freezer is a storage place for the product before shipment, and any unwanted temperature deviation during storage could cause deterioration of the product. To avoid this, the plant decided to implement a monitoring system for the freezer, which would also alarm the personnel about problems during freezer operation.
The requirements for ther freezer monitoring system were:
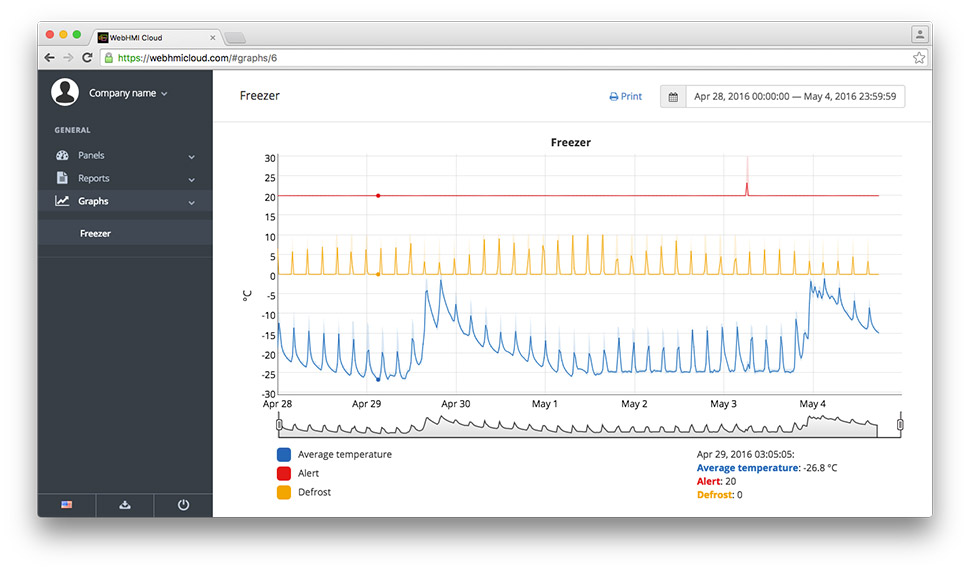
- Logging the storage process in temperatrue charts, defrost charts, and logging the time of the alarms generated by the freezer instruments.
- On alarm state, the system had to notify personnel with the SMS after certain time delay. After the first SMS, if still the alarm remained, another SMS would have to be sent chief enginner and general manager.
- To store the data during long period for the possible following retrospective analisys. Since the product was frozen, stored and sent to customers (mainly abroad ones) after quite long time, in case of customer’s claims the plant had to be able to analyze the source of the problem using logged freezer data.
The system structure before installation
- Compressor control panel with Eliwell EWCM 800/S controller
- Freezing unit contol panel with Dixell XR60CX controller
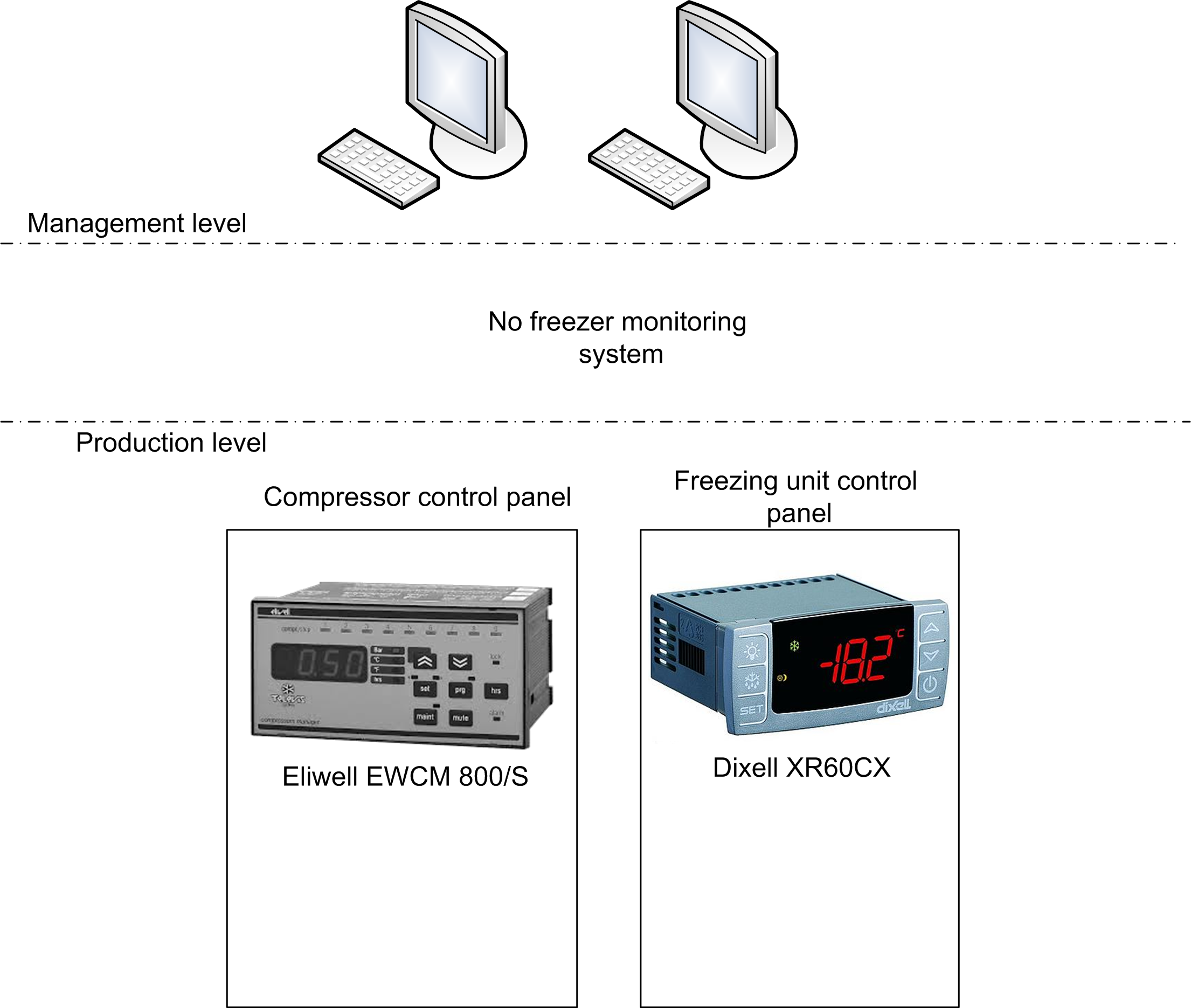
Drawbacks of the existing system
- Without a freezer monitor system, there always was risk to loose the product quality becuase of unwanted storage temperature
- The control panel actually had local light and sound alarms, but some alarms had “bounce” (i.e. very short pulses of alarm state) and had to be “filtered”, so that not to disturb vainly the personnel.
- A small number of the signals and different freezing contollers (Eliwell – with propriatary protocol and Dixell with Modbus) made it unfeasible to adopt dedicated freezer monitoring integration controller (which could work only with “brandmates” – either Dixell or Eliwell only), while SCADA system in this case were also excessive
So, in this case, the ideal solution was some inexpensive system, which would allow to configure (not to program)
data aquisition from the freezer controllers and make neccessary reports, charts, SMS-signalling, preferrably on any software platfrom, e.g. in internet browser.
The configuration after project implemention
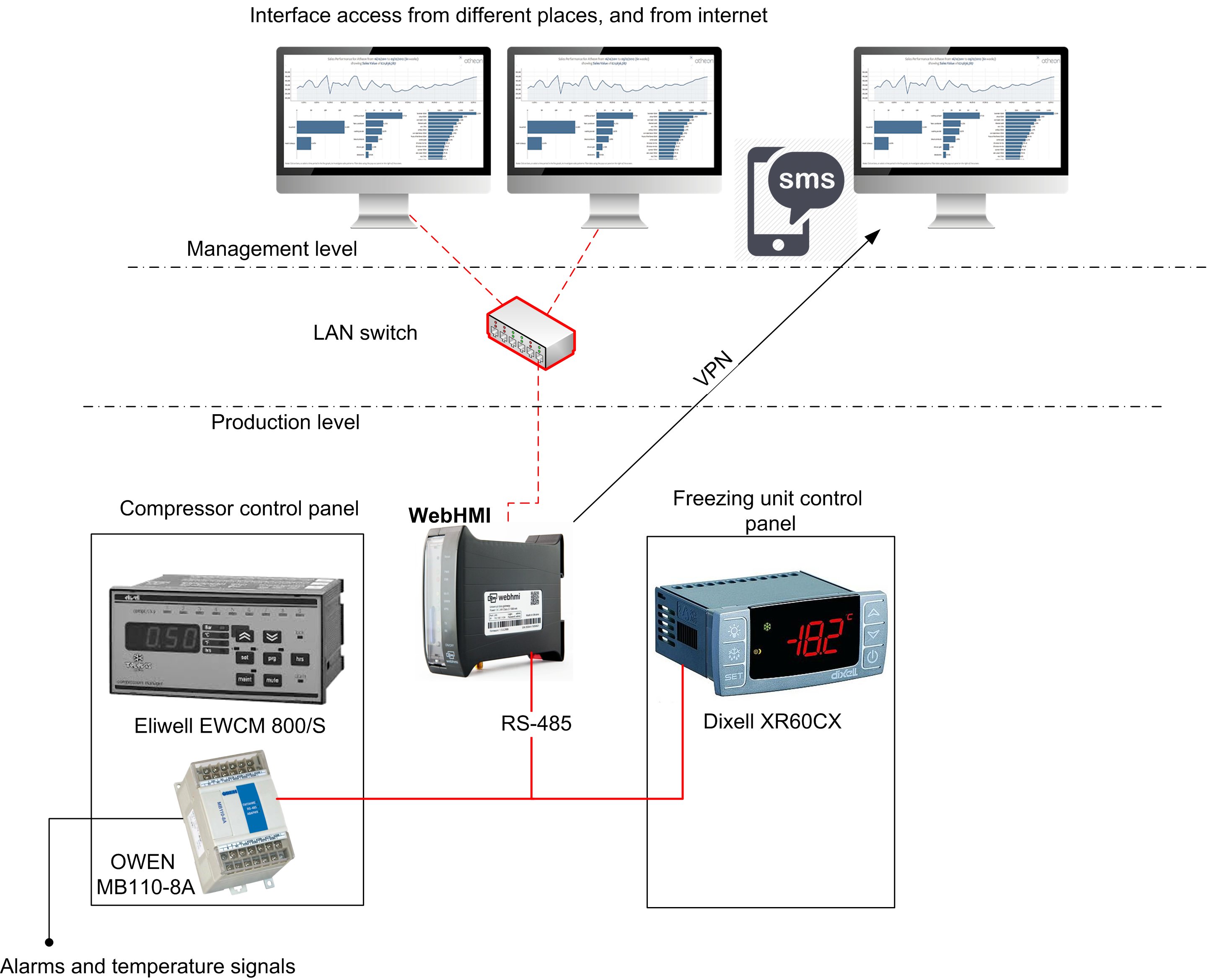
WebHMI features made it possible to quickly solve the task of freezer camera monitoring:
- The Dixell controller was connected via WebHMI’s RS-485 interface, and for the compressor station another DAQ module was used (OWEN MV100-8A) for the temperature and digital signals (alarms).
- The project was configured in the WebHMI’s online environment:
- Events – were used to configure reports
- Scripts – allowed to filter wrong alarms and send SMS
- Graph component was used to show required signail in time
- The data was presented using web interface – the personell use common web browser on local network (or remotely via internet) and can access the data for and ineresting period of time/
Advantages
- Fast setup and implementation time, due to intrinsic features of the WebHMI.
- Low cost
- With SMS-notificatoin the personnel reacts on alarms very promptly.
- Graphs allowed engineers to judge about the equipment condition by certain patterns of parameters changes during operation
- Reports and graphs can be displayed for different persons, from different locations.
Accompanying advantages of the WebHMI in this project were alse:
- Built-in VPN support enabled to allow remote access to the system from the Internet, making it possible to quickly analyze the situation in the freezer for specialists even remotely, not attending the plant.